










前 言
电弧增材制造具有效率高、成本低的优点[1]。TIG焊电弧稳定性好、电流可调节范围大、焊缝成形美观等,TIG焊电弧增材近年来受到了广泛关注。国内外学者对不锈钢TIG 焊电弧增材制造的成形性能进行了研究。谢菲尔德大学的T. Skiba[2]对沉积态308L不锈钢进行研究,认为不锈钢构件的力学性能接近常规制造方法。大连理工大学的刘黎明[3]等人研究了316 不锈钢TIG 电弧增材制造的成形规律,分析焊接参数与焊缝成形形貌及组织形态的相关性。电弧增材制造过程中会常采用单道多层或多道搭接堆积,在堆积过程中产生大量的热,从而影响了原电弧的热物理性能。目前,已有学者对TIG焊电弧的物理特性进行了研究,Hadad[4]等人测量了TIG 焊电弧温度,马税良[5]等利用光谱法测量了TIG 焊电弧的温度分布,并实现了电弧物理性能的动态测量。TIG增材虽然与TIG焊热源相同,但由于增加了焊丝的填充,电弧的温度、谱线分布均发生了变化,因此,有必要对TIG 增材过程的电弧物理性能进行研究。
本文采用TIG 增材制造方法制造316L 不锈钢墙体,并对不锈钢增材构件的成形形貌、电弧形态、电弧温度等特性进行研究。
试验系统
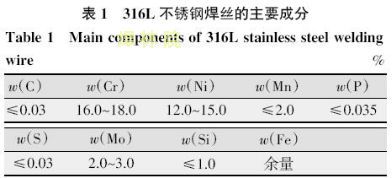
试验用TIG增材制造系统由TIG焊机、送丝机、试验平台及光学采集系统组成,如图l 所示。焊接电源为松下公司的YC-300WX4 型TIG 电源,送丝机为WF-007A 氩弧焊自动送丝机,利用焊枪支架夹持并固定TIG 焊枪和送丝装置,试验平台为二自由度滑台,使用迪卡DK-100T 型数控系统编写行走程序。试验用基板为150 mm×50 mm×4 mm的304奥氏体不锈钢板,焊前用砂轮打磨掉不锈钢板表面的氧化膜。试验材料为ER316L 不锈钢焊丝,焊丝直径1 mm,其主要化学成分如表1所示。
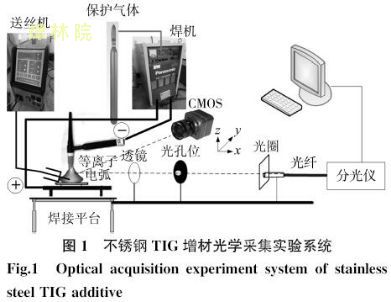
光学采集系统包括光谱仪系统及高速摄影系统,高速摄影系统主要包括CMOS 图像传感器、定焦摄影镜头和光学元件(中性滤光片、干涉滤光片)。CMOS 图像传感器采用Photonfocus 公司的MVD1024-TrackCAM,图像曝光时间为0.2 ms,拍摄速度为795 帧/s。光谱仪系统包括光谱仪、凸透镜、孔径光阑及成像屏,光谱仪为PG2000型的光纤光谱仪,增材电弧放大2倍后在成像屏上被光纤传输至光谱仪。
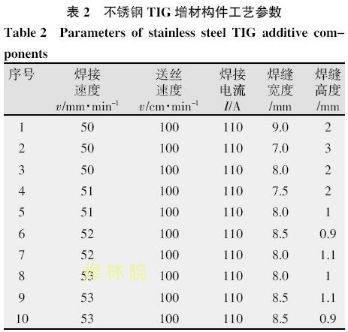
试验过程中采用往复沉积形式进行墙体堆积,利用行走平台实现“之”字形路径,焊接电流110 A,送丝速度100 cm/min,钨极垂直于试样基板,焊丝干伸长20mm,送丝角度15°,弧长5mm,保护气体为纯氩,气体流量15 L/min,各层冷却时间保持3 min 不变,焊缝层数为10层。为保证良好的墙体成形,各层的焊接速度设为变量,增材构件焊接工艺参数如表2 所示。试验主要研究了各层电弧的形态、温度及焊缝成形尺寸。
试验结果与分析
2.1增材成形形貌分析
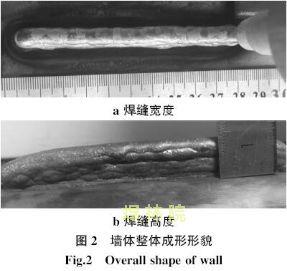
堆积10层的墙体整体形貌如图2所示,墙体宽度9 mm、高度15 mm、长度110 mm。各层成形形貌如图3所示,对应的熔宽、余高关系如图4所示。
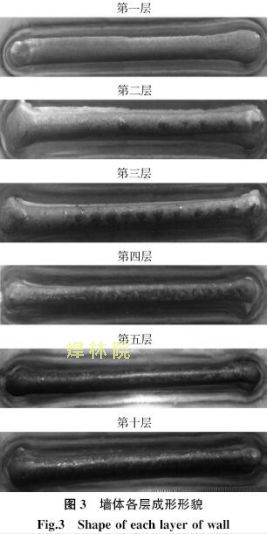
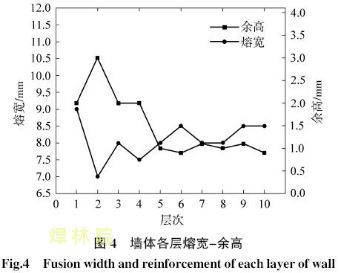
由图4 可知,第一层焊缝熔宽较宽(9 mm),第二层焊缝熔宽为7 mm,较第一层明显降低,第三层熔宽约为8 mm,此后焊缝熔宽无明显变化。究其原因,与焊缝成形的热平衡有关。在焊接第一层时,焊缝的主要散热途径为基板的热传导以及与空气的传导与对流,由于金属基板的导热系数大于空气,因此第一层焊缝的主要散热方向沿着基板进行。随着焊接层数的增加,焊缝直接只与前一层焊缝发生冶金结合,与金属的接触面积明显降低,且通过空气散热较慢,因此其散热速度明显降低,从而导致焊缝的成形形貌发生变化。直至第五层电弧对母材的加热与焊缝的散热达到相对平衡状态,焊缝熔宽及余高基本趋于稳定。
2.2增材成形电弧形态分析
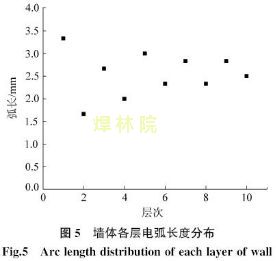
墙体各层电弧长度分布如图5 所示,对应的电弧形态如图6所示。
![]()
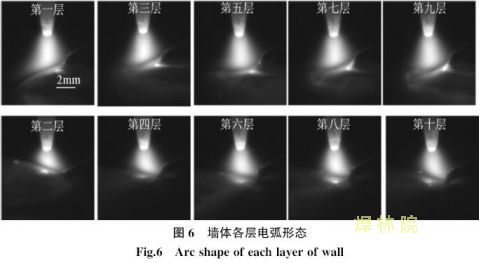
在焊接过程中,保证钨极下方距离工件为5mm,受试验系统限制,单数层采用后送丝方式,偶数层采用前送丝方式。由图6 可知,各单数层电弧形态与不填丝状态的电弧较为相似,而各偶数层的电弧形态变化较大。虽然在焊接前已设置弧长为4 mm,但在实际焊接过程中弧长出现了一定的变化,第一层电弧长度为3.3mm,第二层电弧长度缩短为1.6mm,且奇数层电弧长度逐渐降低,偶数层电弧长度逐渐增长,自第五层开始弧长变化较小。
这一方面与焊丝的送进方向有关,另一方面与增材过程的热累积有关。奇数层采用前送丝,熔化的焊丝通过熔池前端流入熔池,较易于向熔池后端流动,电弧长度较长。而偶数层采用后送丝,熔化的焊丝通过熔池后端流入熔池,熔池流动速度较前送丝减慢,流动性降低,使得电弧弧长变短。在焊接第一层时,电弧对基板加热,使基板熔化形成熔池,熔池的动态流动会使电弧长度发生一定变化,因此,电弧长度由实验设定的4 mm变为3.3 mm。随着焊接层数的增加,受到前一层熔宽的限制,熔池宽度受到影响,从而降低了熔池的流动性,对于前送丝而言,这意味着熔化的焊丝不易流到熔池后方而堆积在熔池上方,电弧高度降低;对于后送丝而言,流动性降低意味着焊丝不易流向熔池前部,使得电弧长度增加。
站高高,焊接app,焊接标准,焊接材料,焊条,焊丝,焊接词典,焊接设备,焊接标准,金属标准,焊接论坛,标准下载,焊机,焊接资讯
2.3增材成形电弧温度计算
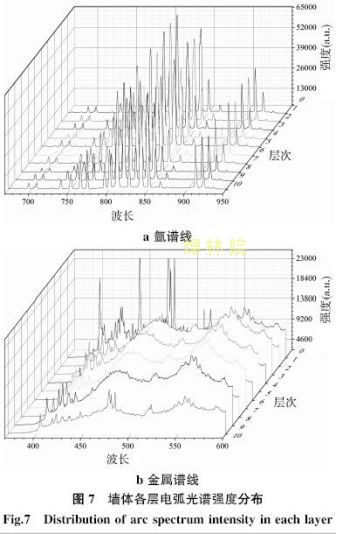
在墙体成形过程中,热量不断累积,利用光谱仪系统测量的各层电弧光谱分布如图7所示。电弧中出现大量的氩谱线及金属谱线,且各层强度分布出现变化,强度在第五层趋于稳定。电弧强度与电弧温度及电子数密度密切相关。根据双线法计算出的电弧温度分布如图8所示。
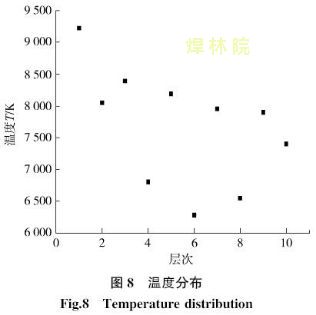
由图8可知,奇数层电弧温度逐渐降低,偶数层电弧温度先降低后增加,且奇数层与偶数层电弧温度逐渐趋于一致,这主要与焊缝热量的累积有关。随着焊缝高度的增加,其散热条件变差,熔池温度升高,在焊接电弧中更有利于金属蒸汽的产生,而金属蒸汽相对于氩气更易于使电弧等离子体导电,因此需要维持电弧燃烧的温度降低,而电弧与焊缝之间的热平衡在第5 层趋于稳定,使得偶数层电弧温度在第6 层开始增加,直至与奇数层趋于一致。
2.4增材成形电弧物理特性与成形形貌关系
在316L不锈钢增材成形过程中,焊缝每层的形貌都出现一定的变化,总体来讲,前四层焊缝的熔宽和余高较不稳定,在第五层后成形基本稳定。分析电弧形态发现,电弧至第五层后弧长趋于稳定,电弧温度较前四层的波动减小。以上分析表明,在增材制造的成形过程中有一个达到稳定的过程,这与增材过程中的热累积有很大关系,在增材成形过程中,随着堆积层数的增加,热量不断增加,特别是在前四层,热量的传导由主要通过基板传导变化为通过下一层焊缝传导,使整个热量发生较大变化,而热量的传输具有一定的惯性,因此,集中表现在第五层时成形比较稳定。同时,从电弧形态及电弧温度的分布也可知,随着增材堆积层数的增加,电弧形态有所缩小,电弧温度有所降低,这个过程均为热量分布趋于稳定的过程。
结 论
本文分析了316L 不锈钢TIG焊增材成形的电弧物理特性,利用高速摄影获取了增材电弧的形态,利用光谱仪获得了增材电弧的谱线强度分布得出以下结论:
(1)316L 不锈钢TIG 焊增材制造过程中,其墙体成形、电弧形态、电弧温度等特征均在第五层趋于稳定;(2)316L TIG焊增材各层的电弧形态有所差异,电弧形态呈现先减小再增大最后趋于稳定的趋势;(3)增材电弧的温度也呈现先降低再趋于一致的趋势。
站高高,焊接app,焊接标准,焊接材料,焊条,焊丝,焊接词典,焊接设备,焊接标准,金属标准,焊接论坛,标准下载,焊机,焊接资讯
参考文献
[1] 刘一搏,孙清洁,姜云禄,等. 基于冷金属过渡技术快速成形工艺[J]. 焊接学报,2014,35(7):1-4.
[2] kiba T,Baufeld B,Biest O Microstructure and mechanical properties of stainless steel component manufactured by shaped metal deposition[J]. ISIJ International,2009,49(10):1588-1591.
[3] 张炼,张兆栋,刘黎明. 316 不锈钢TIG电弧增材制造成形规律研究[J]. 焊接技术,2018,47(4):10-14.
[4] G addad,A Farmer. Temperature determinations in a free-burningarc. I. Experimental techniques and results in argon[J]. Journal of Physics D:Applied Physics,1984,17(6):1189-1196.
[5] Ma S,H Gao,L Wu. Time resolved characterization of a free-burning argon arc after ignition by optical emission spectroscopy[J]. Journal of Applied Physics,2011,110(2):026102-1-3.


微信:hanlinyuanApp 传真:(021)882899521 邮箱:hanlinyuanapp#qq.com
2017-2020版权所有 不得转载 黑ICP备2023002448号
